Aluminum Tamper-Proof Closures are a key sealing technology in modern packaging, with their core functions (such as sealing, corrosion resistance, and tamper-proofing) heavily dependent on surface treatment processes. Among these, the roller-coating process plays a crucial role in ensuring the functionality and quality of ROPP caps by precisely controlling the coating and enabling efficient production.
Principle of the Roller-Coating Process
Roller coating is a metal surface treatment technique based on the principle of roller pressure transfer. By using a combination of forward and reverse roller coating, the coating is evenly transferred to the aluminum surface, forming a continuous and dense functional layer. Compared to traditional spraying, this process offers the following advantages:
Uniform Coating: The roller coating machine can dynamically adjust the pressure between the rollers and the flow of coating material, achieving a coating thickness error of ≤0.5 microns, meeting the precision requirements for sealing and decorative layers on aluminum caps.
Production Efficiency: Suitable for high-speed continuous coating of aluminum coils, with line speeds reaching 30-80 meters per minute, seamlessly integrating with the cap stamping process.
Environmental Friendliness: The coating material utilization rate is ≥95%, and the process is conducted in a fully enclosed environment, reducing VOC emissions and minimizing worker exposure risks.

ROPP cap specifications
| Name | Aluminum Closure |
| Diameter | 28mm, 30mm, 38mm, 42mm, 48mm, 53mm, 56mm, 58mm, etc., customizable |
| Height | 14mm, 16mm, 20mm, 22mm, etc., customizable |
| Material | Aluminum alloy 8011 H14, H16, H18 |
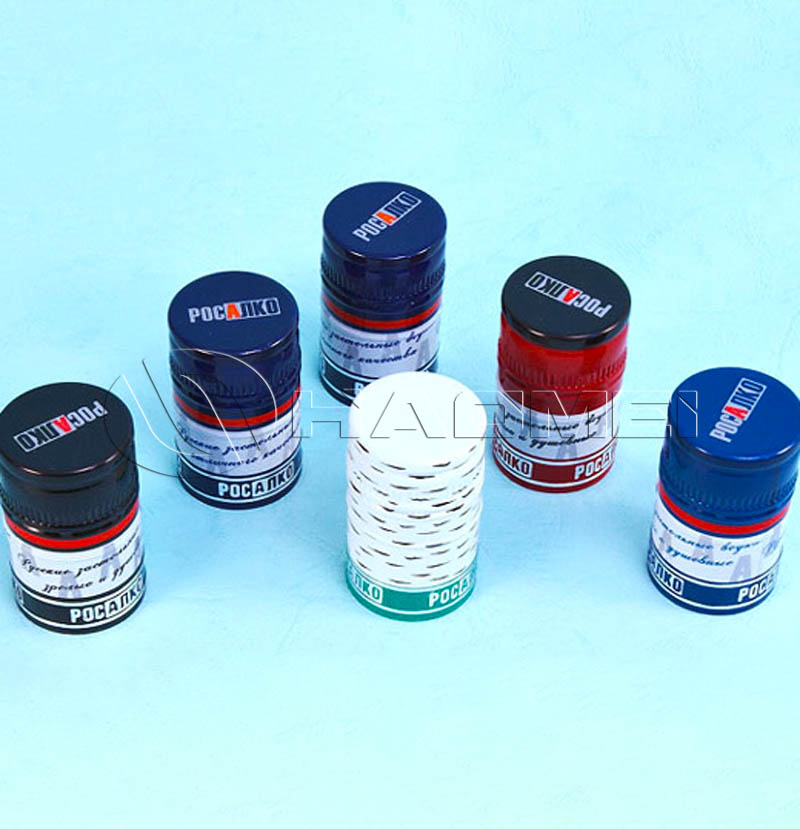
| Color | Gold, Green, Blue, Customizable |
| Surface Printing | Silk Screen Printing, Side Printing, Hot Stamping (Top Hot Stamping, Side Hot Stamping, Position Hot Stamping), Embossing, etc. |
| Liner | PE gasket, Tin foil, PE liner with QR code, etc. |
| Anti-counterfeit Design | Laser marking, holographic anti-counterfeit labels, QR code/anti-counterfeit code |
| Standards & Certifications | ISO 9001, ISO 45001, etc. |
| Applications | Wine, Vodka, Sparkling Water, Beer, etc. |
Core Advantages of Tamper-Proof ROPP Caps
Tamper Evidence: Once the cap is opened, the seal is destroyed, ensuring consumers can confirm that the product has not been tampered with.
Good Sealing Performance: The roller-coating process forms a tight seal with the bottle neck, effectively preventing liquid leakage and external contamination, making it suitable for liquid-containing products.
Efficient Production: The roller-coating process allows for high-efficiency, precise production of caps, making it ideal for large-scale industrial production with a high degree of automation.
High Adaptability: The process can be adjusted to accommodate different bottle neck sizes and shapes, making it suitable for a variety of bottle types and containers.
Aesthetics & Brand Recognition: The surface can be beautifully printed and decorated, enhancing the product's appearance and serving as a brand recognition feature.
Applications of Aluminum ROPP Closures
Food & Beverages: Carbonated drinks, mineral water, etc., requiring pressure-resistant sealing.
Pharmaceuticals: Oral liquids, injection bottle caps, requiring high-temperature sterilization and contamination protection.
High-End Alcohol: Wine, Baijiu, Vodka, etc., with hot stamping and 3D printing techniques to enhance brand recognition.
Cosmetics: Many high-end cosmetics and skincare products use ROPP caps to ensure the product is sealed when purchased.

Production Process of Aluminum ROPP Caps
| Raw Material Preparation | Aluminum or aluminum alloy sheets are cut, cleaned, and de-oiled to ensure a smooth surface. |
| Stamping | The processed aluminum sheets are fed into a stamping machine to form standard cap shapes with a smooth top appearance. |
| Roller Coating | The lower edge of the cap undergoes a roller-coating treatment to form the sealing ring, ensuring a tight fit with the bottle neck and maintaining precision for tamper-proof and sealing performance. |
| Cap Strength Testing | Compression and tensile strength tests are conducted to ensure the cap does not open prematurely during transportation or use. |
| Printing & Post-Treatment | The caps undergo printing and coating processes to display brand information and anti-counterfeit features, enhancing durability. |
| Quality Inspection | Final inspections are conducted for sealing performance, appearance, and dimensions. Qualified caps are then sent to the packaging line for assembly. |